

One of the most frequently asked questions is “Can cast iron parts be welded?”
Many people think that welding cast iron is not going to work. It’s too brittle, welds rarely hold, and the castings are often porous and unweldable.
However, a good welder knows that many times parts can be welded successfully as long as they follow the right process.
In this article, we will explore if welding cast iron is possible and the welding process behind it.
What are cast iron parts?
Cast iron parts are the most common and easily available iron products. These include cast-iron pipes, sheets, and tubes that are used in plumbing and other industrial applications.
The material is also used in making tanks, boilers, valves, and other products used in various industries.
Cast-iron parts are usually produced by pouring molten pig iron into sand molds. After cooling down, they are cut into desired shapes and sizes by machining tools.
The castings can be made with varying degrees of hardness depending on the composition of the metal used for casting.
The process of joining cast-iron parts together is called welding.
Welding is a process of joining two or more metal parts together by heating them till their surfaces melt and then filling this melted area with another metal to form a bond between them at high pressure.
What are the types of cast iron?
Gray Cast Iron

Gray cast iron is a particular variety of cast iron that has undergone processing to allow the metal to include free carbon (graphite) molecules.
By adjusting the iron’s cooling rate and stabilizing the graphite with silicon, the size and structure of the graphite may be altered.
When Gray Cast Iron fractures, it does so along the graphite flakes, leaving the fracture site looking grey.
Even though gray cast iron is less ductile than other cast irons, it has the finest damping properties of all cast irons and have good heat conductivity. It is a well-liked material to work with since it is durable.
This means that although your cookware may not be as flexible or pliable as another type of cast iron cookware, it will last longer since it can withstand more heat before cracking or breaking down under stress.
It is perfect for engine blocks, flywheels, manifolds, and cookware due to its great wear resistance, high heat conductivity, and outstanding damping capacity.
White Cast Iron

White cast iron is a type of iron that contains no free graphite molecules and therefore has no black color.
The reason for this is that the iron is created in a way that ensures there are no loose graphite molecules and all of the carbon in the iron is used to produce iron carbide.
This can be achieved by strictly regulating the carbon concentration, lowering the silicon percentage, and managing the cooling pace.
As a result, an iron that is hard, brittle, exceedingly wear-resistant and has high compressive strength is produced. Any fracture site appears white because there are no free graphite molecules, giving White Cast Iron its name.
Due to its wear resistance, white cast iron is typically utilized in pump housings, mill linings and rods, crushers, and brake shoes.
Ductile Cast Iron

Ductile cast iron is a type of iron that is enriched with magnesium. It contains around 0.2% magnesium, which makes it more ductile than other types of cast iron.
Ductile iron can endure heat cycling better than other cast iron goods and has a relatively large amount of graphite inclusions in its structure.
This results in an extremely durable material that can be used for many different applications.
Ductile iron is primarily employed in water and sewer infrastructure due to its resistance to heat cycling.
It’s also commonly used in crankshafts, gears, heavy-duty suspensions, and brakes because of its ability to handle high temperatures without losing strength or ductility over time.
Malleable Cast Iron

Malleable cast iron is a form of iron that is created by heating white cast iron at a high temperature.
This causes the iron carbide to dissolve back into free graphite, which results in a ductile and malleable product with good fracture toughness at low temperatures.
Electrical fittings, mining equipment, and machine parts are all made with malleable iron.
Is Welding Cast Iron Possible?
Welding cast iron is possible, but it’s not as easy as welding mild steel or aluminum. Cast iron has a very high carbon content and this makes it much harder to weld.
However, there are several good ways to weld cast iron and we’ll look at them below.
What is the welding process of cast iron?
To start with, let’s look at what makes cast iron different from other metals that you might weld together.
Cast iron has a relatively low melting point and it can be melted by using an oxy acetylene welding torch. It also contains carbon which causes porosity in the metal when heated above its melting point.
This porosity can cause problems when trying to weld it properly because gas pockets form along with cracks that could lead to failure during use or even after installation.
Cast iron is also known for having a high thermal conductivity which means the heat will travel through the material quickly without much resistance from air or gas pockets inside of it.
In order to make sure that your weld holds up under pressure and doesn’t break apart due to stress on the joint, you’ll need to preheat your work area before starting any work on it so that you can control how much heat goes into each piece being welded together.
If you don’t preheat the materials, you risk welding them together at too high of a temperature which will cause cracking.
Gas Tungsten Arc Welding (GTAW) or Tungsten Inert Gas (TIG) Welding
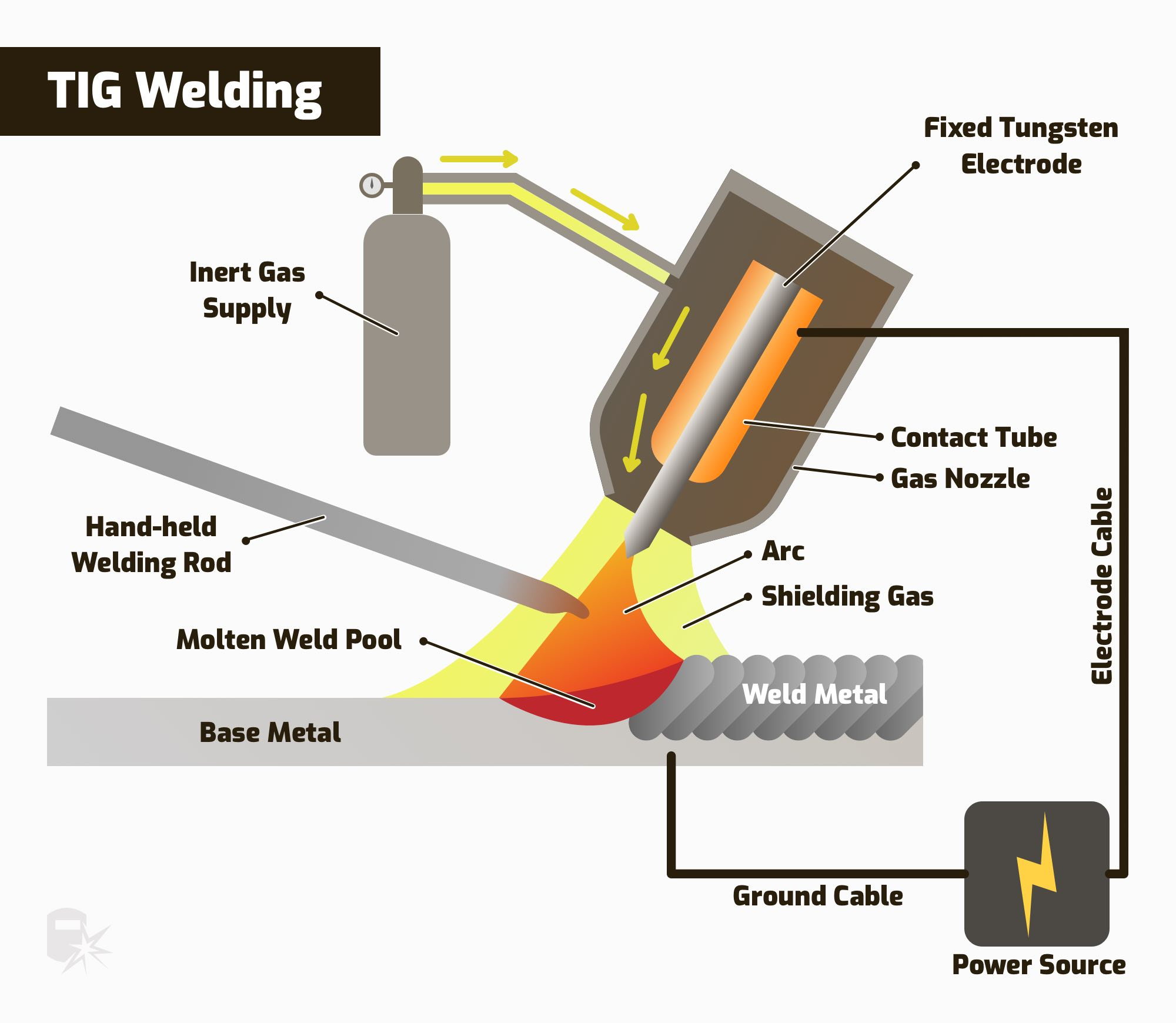
Gas tungsten arc welding (GTAW), also known as tungsten inert gas (TIG) is a process that uses a non-consumable tungsten electrode to heat the base metal and an inert gas such as argon or helium for shielding the weld puddle.
The arc is shielded from wind and other sources of contamination by using a wire feeder to push the wire into the weld pool in a continuous motion, creating a smooth bead.
GTAW is used on very difficult materials with high heat input requirements. Most commonly, this includes cast iron and other gray metals, but it can also be used on stainless steel and nickel alloys.
The tungsten electrode used for TIG welding has a much narrower melting range than the consumable electrodes used in other arc welding processes.
This makes it possible to maintain a narrow heat-affected zone during welding. The weld pool is usually made up of three distinct parts:
1) Hot core – The hottest part of the weld pool where most of the heat input occurs.
2) Welding arc – The area where electron flow meets metal, creating an arc between the tungsten electrode and workpiece.
3) Cold edge – Where molten metal meets cooler base metal.
The main advantage of GTAW over other processes is its ability to penetrate very hard steels and cast irons with ease because it has no limit on current flow like MIG/MAG does.
This makes it ideal for applications where high penetration is needed such as thick cast iron plates, heavy steel plates, or applications with deep root openings such as tie rods or crankshafts, which are typically difficult to weld with other processes due to their large size and depth.
Plasma Arc Welding (PAW)
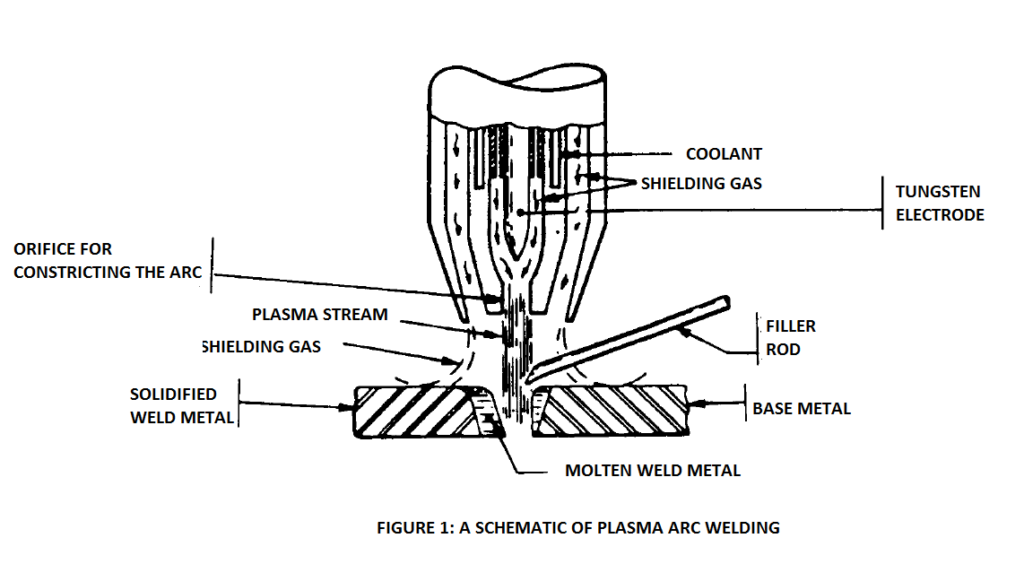
PAW is a cutting and joining process that uses an electric arc between two consumable electrodes to melt the workpieces. PAW is especially suited for welding cast iron and other similar alloys.
The plasma arc is created by passing an electric current through a gas called argon that is confined in a small chamber called a torch or gun. The arc melts the base metal, allowing it to flow into the joint area where it cools into a solid weld bead.
PAW is used to join materials such as carbon steel, stainless steel, copper, aluminum and cast iron with exceptional results.
Manual Metal Arc Welding (MMA)
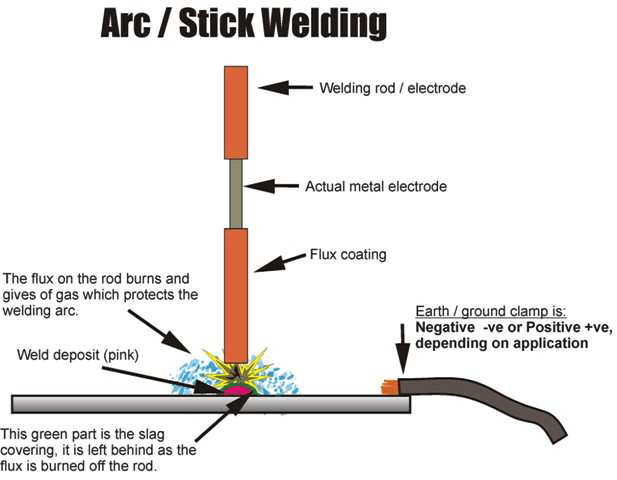
MMA, also known as shielded metal arc welding (SMAW), flux shielded arc welding, or stick welding, is the most common welding process used for cast iron.
The process uses an electric arc to melt the base metal and filler material, which fuses them together. It is also called stick welding because the welder holds a wire electrode against the workpiece and manually moves it over the joint using a pushing or pulling motion.
Flux-Cored Arc Welding (FCAW)
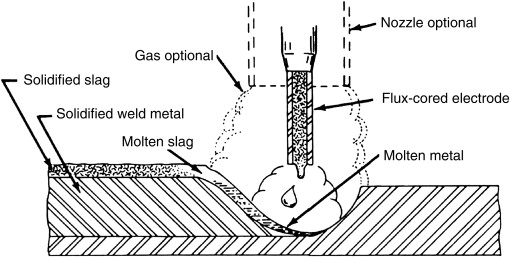
It is also known as dual shield welding, is a variation of SMAW, or shielded metal arc welding.
It uses the same electrodes and shielding gases that SMAW does. However, there are two different types of flux cored wires: 100% solid wire and hybrid wire.
The solid wire is similar to stick electrode welding when it comes to application. The flux cored wire has a coating on the outside of the electrode that melts when you squeeze the trigger on your torch.
This creates a flux barrier between the molten puddle and your workpiece that helps prevent hydrogen gas from forming in your weld joint.
Hybrid flux cored wires are designed to reduce porosity in your weld joint by having a core made from solid wire surrounded by a layer of flux (instead of being completely covered).
These dual-shielded electrodes have higher voltage settings than single-shielded electrodes because they have more material to protect against heat loss and can be used with lower amperage settings due to their increased thermal capacity.
Gas Metal Arc Welding (GMAW)
GMAW, also known as MIG Welding is a process used to join metals such as cast iron, steel, and other alloys.
The GMAW process utilizes an arc with an electrical current between the weld electrode and the base metal. The heat generated by this arc causes fusion of the base metal and filler material.
In the GMAW process, a solid or hollow electrode is used to make the weld. The electrode must be made of a material that will not melt at the temperature required for the weld.
This is usually a nickel-based alloy with some chromium added to improve corrosion resistance.
The weld pool must be protected from contamination by foreign materials during welding and cooling.
If contamination occurs during welding, it can cause porosity or poor fusion in the finished weld joint.
After a joint has been completed, it must be protected from further corrosion during cooling down.
This may be done by dipping it in an acid bath for about five minutes after it has cooled down enough so that no more heat is being conducted through it from its surroundings or by applying an immersion oil such as paraffin wax or mineral oil after it has cooled down.
A final pass, called a cleanup pass, is often made after the weld joint has cooled down to remove any spatter and slag that may have accumulated during welding.
Can I weld cast iron to steel?
Yes, you can weld cast iron and steel together.
However, it’s not as simple as just welding them together. You’ll need to preheat the parts being joined and quench them in oil or water after welding.
Welding cast iron is tricky because they’re very brittle and prone to cracking when overheated.
Cast iron has a lower melting point than steel, so if you try to weld cast iron and steel without preheating the metal first, your weld will crack and break apart.
Preheating helps prevent this from happening by heating up the cast iron so that it becomes plastic enough for you to be able to bend it before welding it to the steel.
Once you’ve preheated and bent your cast iron pieces into place, you’ll need to quench them in water or oil after welding cast iron and steel together.
Quenching cools down the metal quickly so that it hardens properly and prevents further expansion of the material which could lead to cracks forming in your new welded joint.
Advantages and Disadvantages of Welding Cast Iron
Advantages
Affordability
Cast iron is inexpensive and readily available in many different forms in most hardware stores, home improvement centers and other retailers.
The cost of buying enough cast iron for your project depends on what type you choose, how much weight you need and how large it needs to be made.
Small pieces are often less expensive than large ones because they require less material, but you’ll probably have more options if you’re willing to spend more money.
You can weld cast iron from recycled old equipment or parts that have been damaged beyond repair.
Strength
Cast iron is an extremely strong material that can withstand a lot of pressure without breaking or bending.
The only problem with this strength is that it does not allow for flexibility or growth in the material as well as some other materials do.
When welding cast iron together at its edges, however, you create a bond between the two pieces that allows them to bend slightly without breaking apart.
This makes your piece of cast iron much stronger overall than it was originally.
Toughness
The toughness of cast iron is one of its most important properties, as it allows you to machine the material without breaking it into pieces.
This makes it very useful for machining parts that are too large for other materials, such as gears and bearings.
Heat Resistance
Cast iron is resistant to high temperatures and has been used in everything from cooking utensils and tools to industrial equipment because of this characteristic.
Disadvantages
Cast iron has many advantages over other metals because of its strength and durability. However, its brittleness makes welding cast iron difficult without cracking or breaking apart during the process.
Additionally, cast iron takes longer than other materials to heat up so that it can be welded together properly.
Although it’s not easy, welding cast iron parts are possible in the right hands
All things considered, welding cast iron is possible and definitely doable. However, this could be a little tricky to accomplish.
The most important thing to remember is that the fit, form, and function of the welder’s work will all need to be taken into consideration, as even seasoned professionals can make mistakes in this area.
